无心车床加工后成品有缺陷的原因
发布日期:2025-08-13
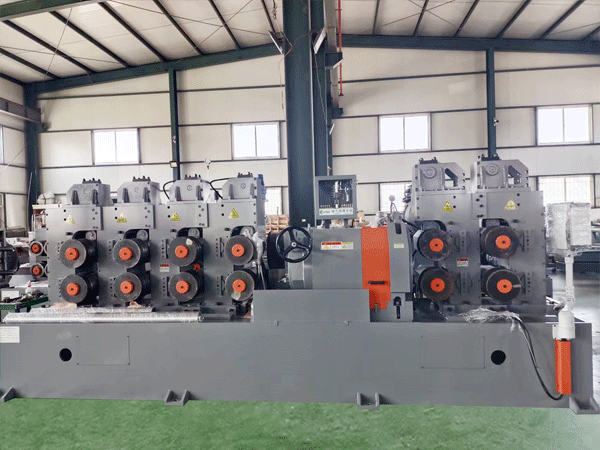
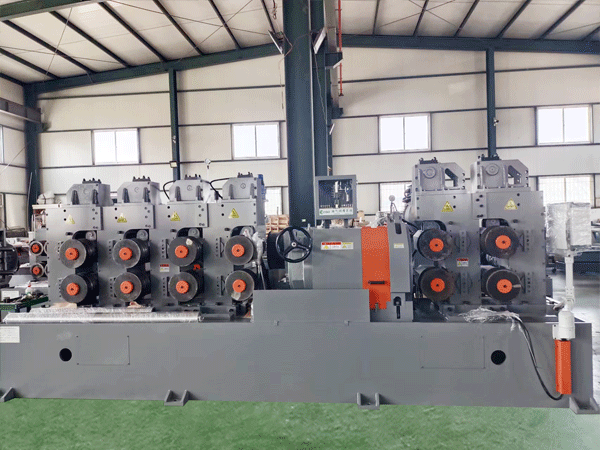
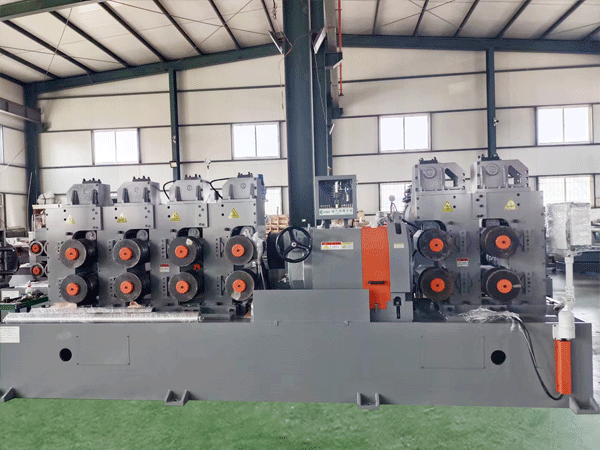
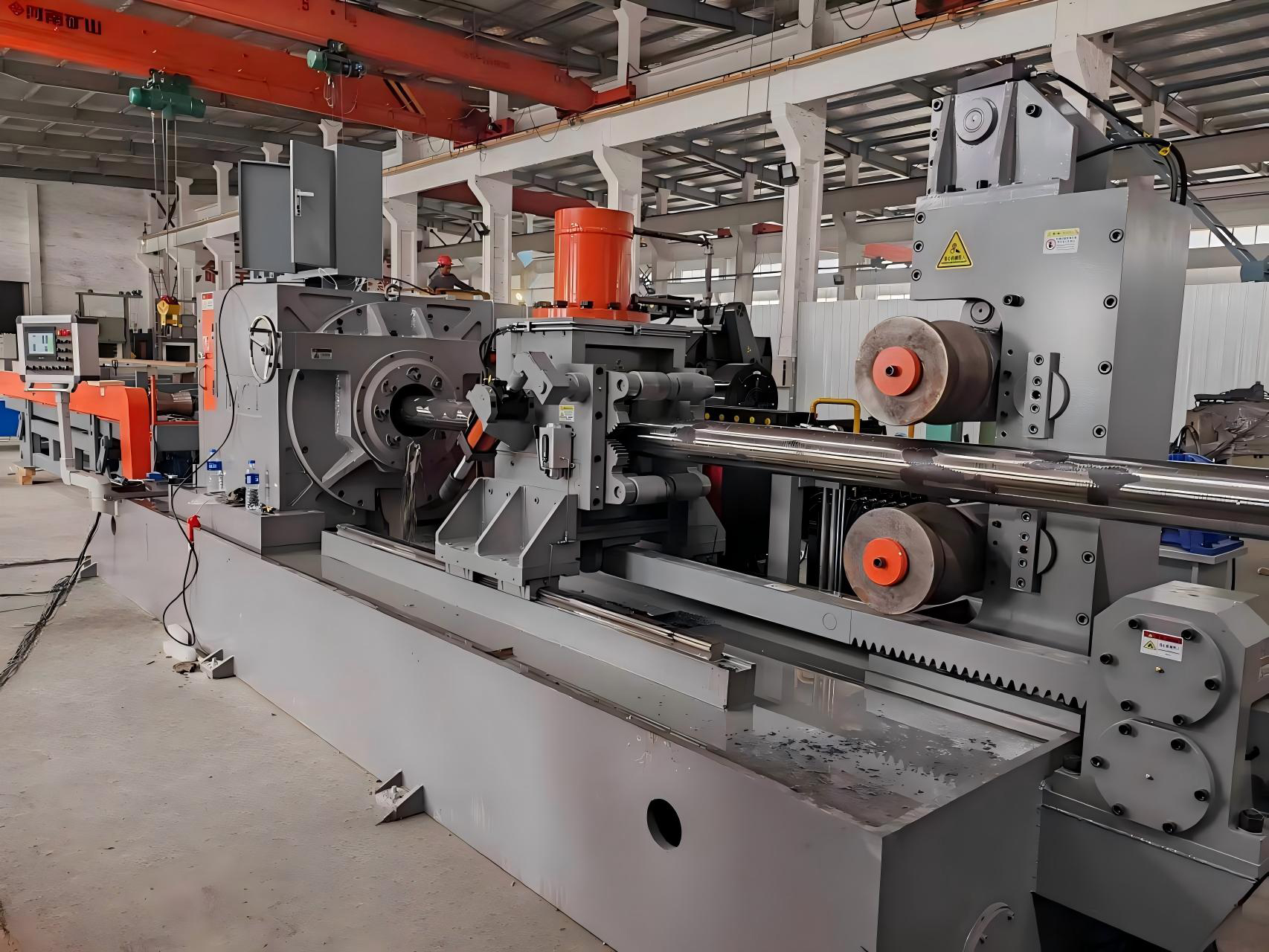
无心车床凭借有效、高精度等优势广泛应用于金属加工领域,但加工后的成品有时会出现缺陷,以下从设备、工艺、材料等方面分析其原因。
材料因素:
工件材料的性能对加工质量也有重要影响。材料硬度不均匀,会使切削力忽大忽小,导致工件振动,产生表面缺陷。材料内部存在气孔、夹杂等缺陷,在切削过程中容易暴露出来,影响工件的表面质量和强度。此外,材料的韧性过大,切削时容易产生积屑瘤和鳞刺,使表面粗糙度加大。
设备因素:
无心车床本身的精度和状态对加工质量影响显著。若主轴出现磨损、跳动超差,会使刀具与工件的相对位置不稳定,导致加工出的工件尺寸精度不足,表面出现振纹。导轨的直线度、平行度误差过大,会使滑座运动不平稳,进而造成工件形状误差,如圆柱度超差。此外,刀具安装不正确,如车刀刀尖未对准工件、切断刀装得歪斜等,会在加工过程中产生额外的切削力,引发工件弯曲、表面粗糙度变差等问题。
工艺因素:
工艺参数设置不合理是导致成品缺陷的常见原因。无心车床切削速度过高,会使切削温度升高,导致工件材料软化,容易产生积屑瘤,影响表面质量;切削速度过低,则会使切削力加大,可能造成工件振动,产生波纹。进给量过大,会使切削层厚度增加,表面粗糙度加大;进给量过小,又可能导致切削不连续,产生撕裂现象。切削深度选择不当,也会影响工件的尺寸精度和形状精度。
相关标签: