哪些因素会导致无心车床出现刀具越位现象
发布日期:2025-10-23
导致
无心车床出现刀具越位现象的因素主要包括机械传动系统阻力过大、电气控制系统故障、机械部件磨损或变形以及操作与维护不当,具体分析如下:
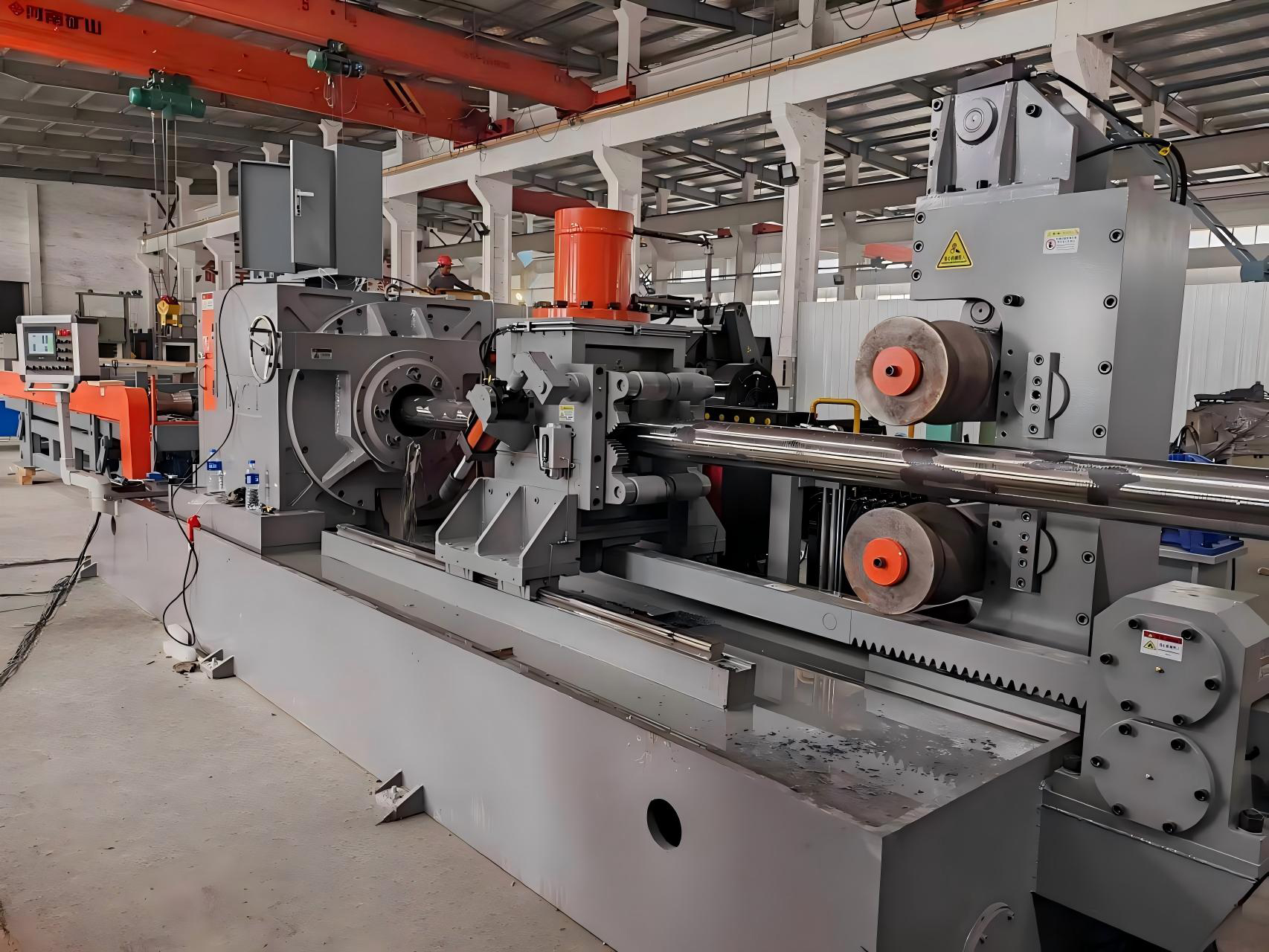
机械传动系统阻力过大:
无心车床的机械传动系统(如丝杠、丝母、溜板、步进电机减速器等)若存在运行阻力,会导致刀具在切削进给时因步进电机转矩不足而丢步。例如,传动齿轮间有铁屑异物、溜板镶条过紧或润滑不良,均会加大阻力。刀具切削时低速运行,低电压驱动下转矩较小,若阻力超过临界值,刀具会偏离预定位置;而回零时高压驱动转矩加大,无切削阻力,导致“去时丢步、回时正常”的越位现象。
电气控制系统故障:
高压驱动电源的开关三极管损坏是常见原因。刀具回零需高压驱动以加大输出转矩,若三极管失效,高压电源无法接通,步进电机转矩不足,导致回零丢步。此外,电气元件老化、松动或线路断路(如刀架信号线、霍尔元件连接问题)也可能引发信号传输异常,间接导致越位。
机械部件磨损或变形:
无心车床长期使用后,导轨、轴承、传动齿轮等部件磨损,或因外力导致变形,会破坏传动精度。例如,丝杠与丝母连接松动、后靠定位销弹簧疲劳,均可能使刀具运动轨迹偏离设定路径,引发越位。
操作与维护不当:
无心车床操作人员未定期清理铁屑、未调整溜板镶条松紧度,或维护时未及时更换磨损部件,均会加剧机械阻力或传动误差。此外,对刀仪坐标系设定错误或程序参数配置不当,也可能导致刀具运动轨迹计算偏差,间接引发越位。
相关标签: