无心车床的结构特点
发布日期:2026-04-10
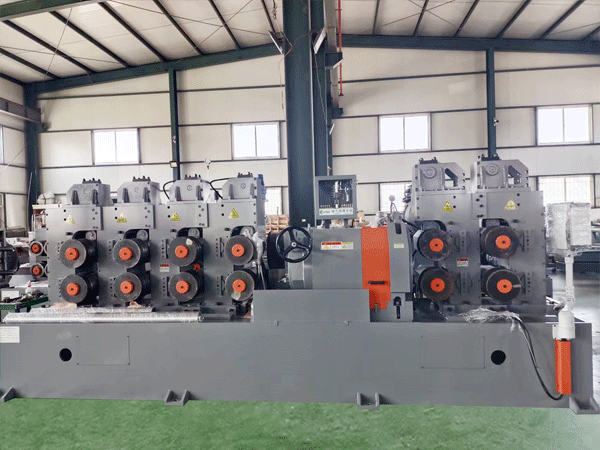
无心车床作为一种金属加工设备,其结构特点围绕“无中心支撑”与高精度加工需求设计,核心结构及特性如下:
1. 无中心支撑结构
传统车床依赖主轴与尾座固定工件,而
无心车床通过托板与导轮组合实现无中心支撑。工件放置在前后托板上,由导轮通过摩擦力驱动旋转,刀具沿工件轴向或径向进给切削。这种设计消除了中心孔加工误差对精度的影响,尤其适合长径比大、易变形的工件(如轴类、管材),且无需频繁装夹,显著提升加工效率。
2. 高刚性床身与托板系统
无心车床床身采用整体铸造或焊接结构,具备高抗振性与热稳定性,以减少切削振动和热变形对精度的影响。前后托板为关键支撑部件,前托板通常配备可调式V型槽或平面,以适应不同直径工件;后托板多采用浮动设计,可自动补偿工件轴向位移,确保加工过程中工件轴线稳定。托板材料选用耐磨合金或镶嵌硬质合金条,延长使用寿命。
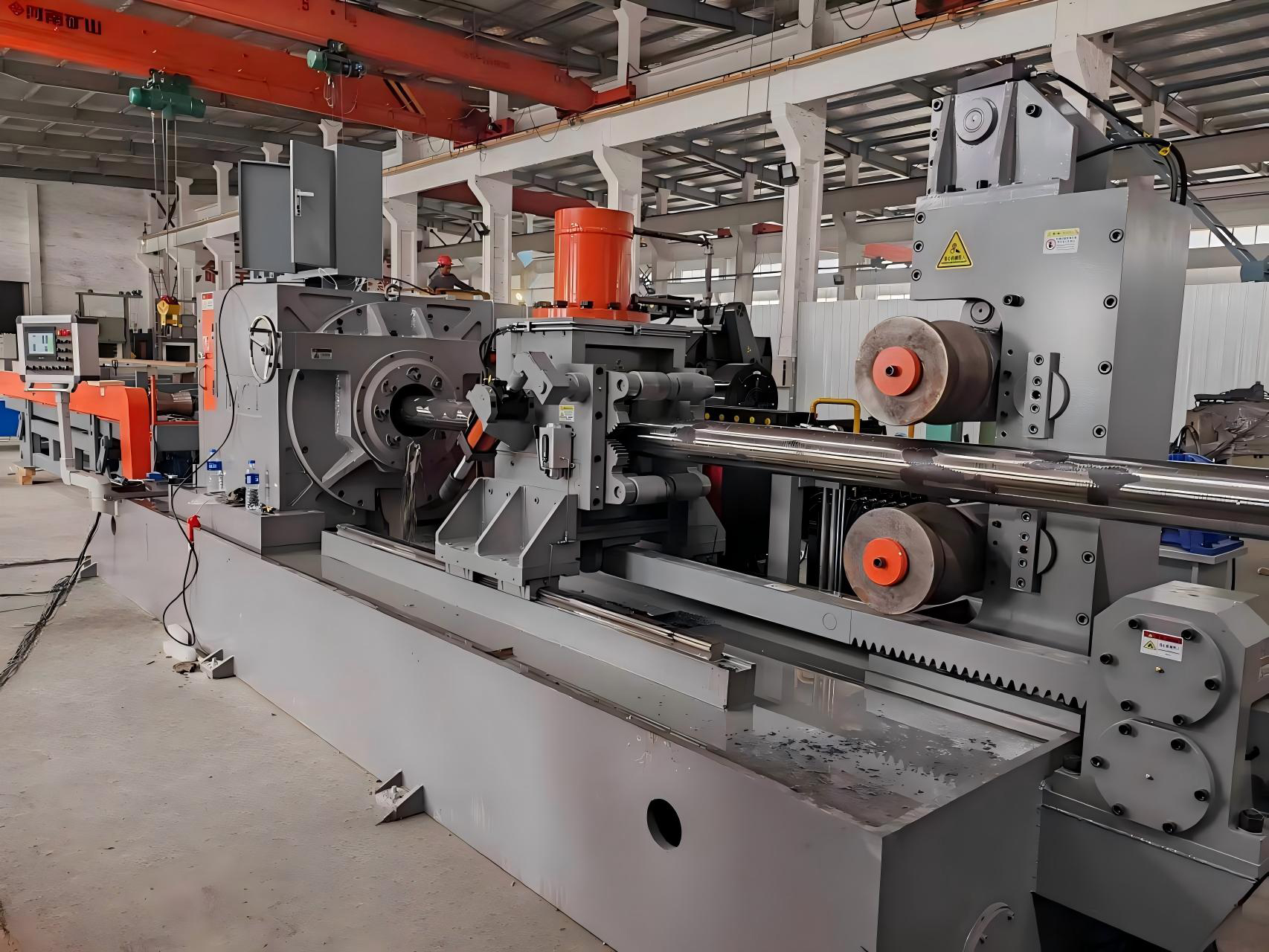
3. 导轮与驱动系统
导轮是驱动工件旋转的核心部件,其表面包覆橡胶或聚氨酯等弹性材料,以加大摩擦系数并保护工件表面。导轮轴通过高精度轴承支撑,转速可调以适应不同材料切削需求。驱动系统多采用变频电机或伺服电机,配合皮带或齿轮传动,实现导轮转速的精确控制,确保工件旋转平稳。
4. 多功能刀具系统与进给机构
刀具系统支持多刀同步加工,可同时完成车削、倒角、抛光等工序。刀具安装方式灵活,可通过刀架或刀盘快速更换,适应不同加工要求。进给机构采用滚珠丝杠或伺服电机驱动,实现刀具轴向或径向的准确进给,进给速度可无级调节,满足无心车床粗加工与精加工的切换需求。
5. 集成化冷却与排屑系统
冷却系统通过高压喷嘴将切削液准确喷射至切削区域,有效降低切削温度、减少刀具磨损,并冲洗切屑防止划伤工件表面。排屑装置多采用螺旋输送器或链板式排屑机,将切屑自动排出机床,保持加工环境清洁,避免二次切削影响无心车床加工精度。
相关标签: