无心车床是如何固定尺寸的
发布日期:2026-06-12
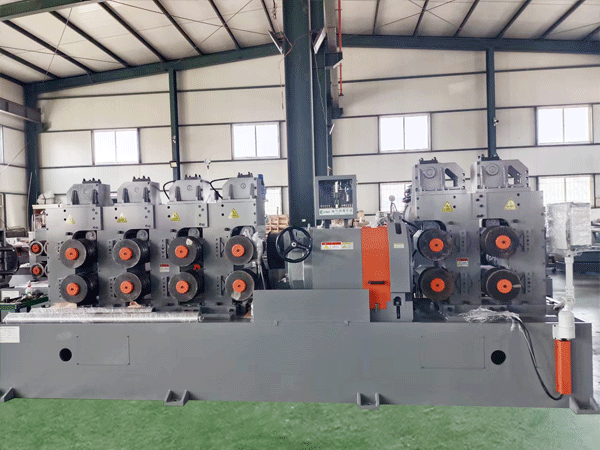
无心车床区别于传统卡盘式车床,无需夹持工件轴心即可完成加工,
无心车床依靠专属的机械结构配比与参数标定实现尺寸准确固定,从根源保障工件外径尺寸的统一性与稳定性。无心车床的尺寸固定核心依托托刀、导轮与切削轮的准确配合,通过静态结构定位与动态参数锁止相结合的方式,杜绝加工过程中尺寸偏差,适配各类圆棒、管材的定径加工。无心车床独特的定尺原理,也是其能够实现大批量高精度连续加工的核心优势。
无心车床主要依靠固定式托刀架完成基础尺寸限位,托刀架的安装高度、卡槽间距经过校准并锁死,作为工件加工的基准支撑结构。加工时工件稳定放置在托刀架上,限定工件高度与径向活动范围,杜绝工件上下跳动、偏移引发的尺寸误差,为准确定尺提供稳定基准,这是无心车床固定加工尺寸的基础核心结构。
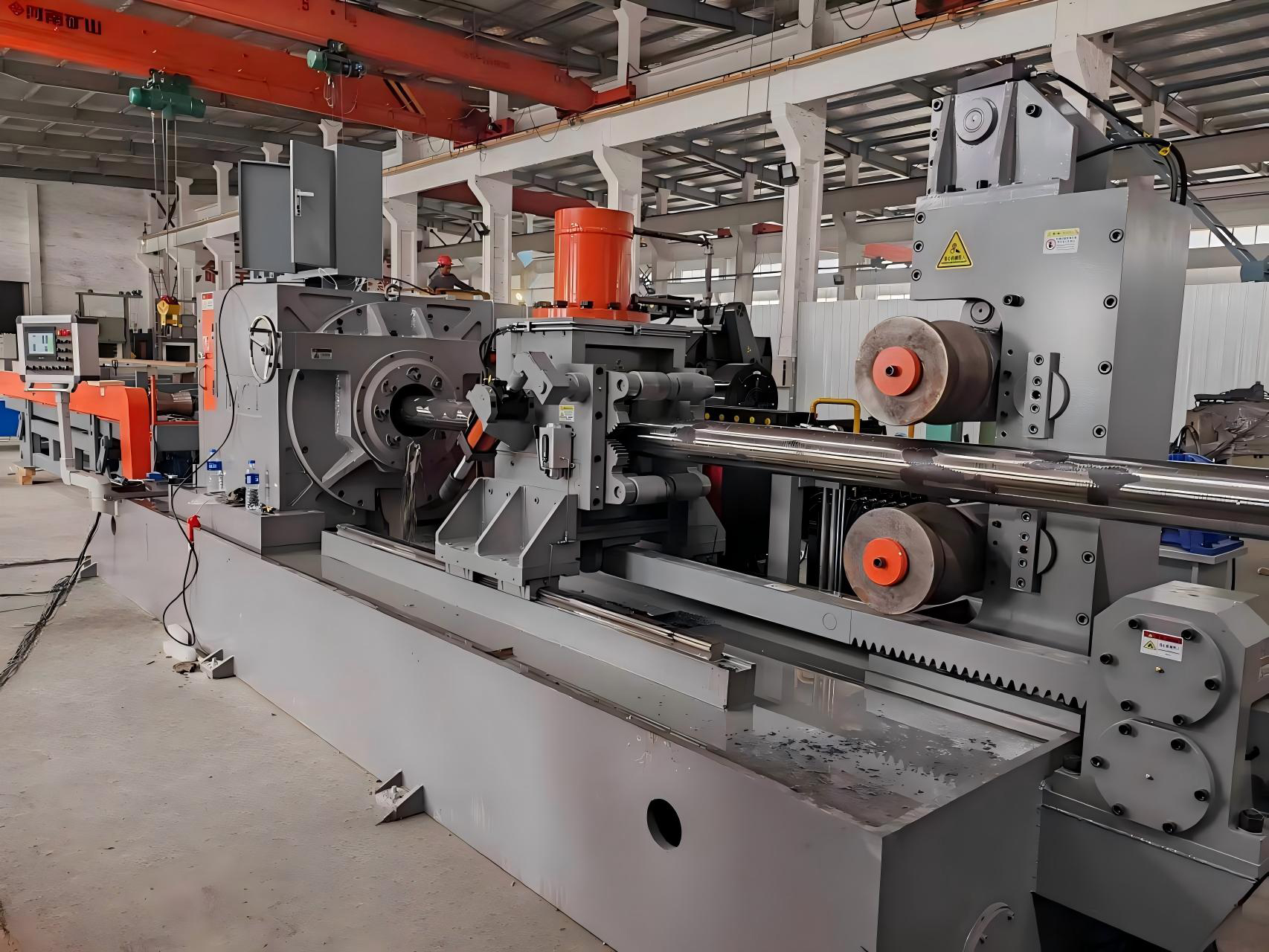
导轮与切削轮的间隙锁止是无心车床定尺的关键环节,设备加工前会根据工件目标直径,准确调节两轮间距并机械锁紧。切削轮负责去除工件多余余量,导轮依托摩擦力匀速带动工件旋转,严格控制切削进给量与磨削厚度,恒定的结构间隙可稳定切削尺寸,保证每一件工件的外径参数统一,避免尺寸波动。
同时无心车床通过数控参数锁定切削转速、进给速度,配合闭环精度补偿系统,实时修正细微加工误差,抵消设备运行磨损、温度形变带来的尺寸偏移。多重结构定位与参数锁止方式相互配合,让无心车床无需反复校正工件,即可持续输出尺寸准确、一致性高的成品,有效提升加工精度与生产稳定性,满足工件的标准化加工需求。
相关标签: