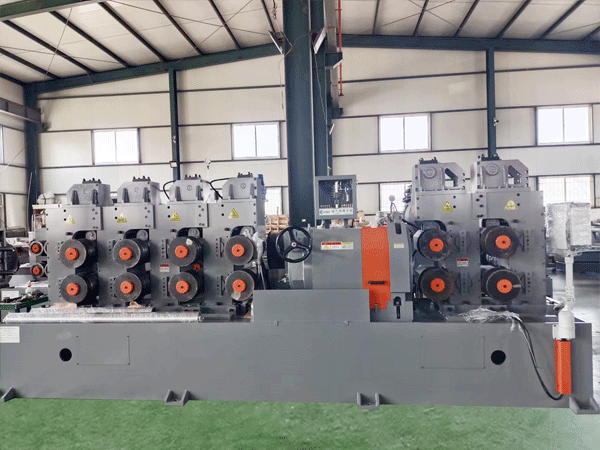
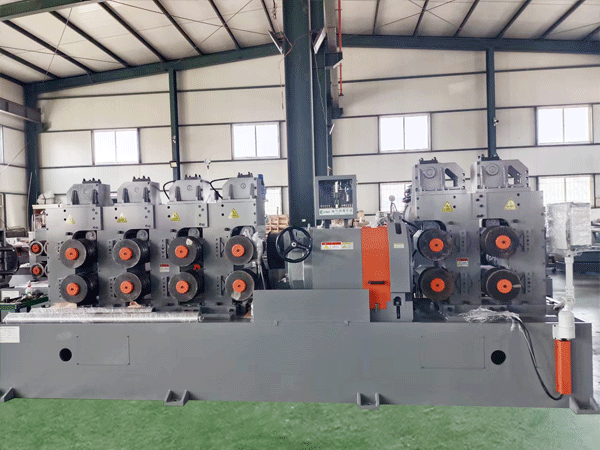
介绍一下无心车床的导轮机构
发布日期:2026-06-25
导轮机构是
无心车床实现工件旋转、连续送料的核心组件,没有稳定可靠的导轮机构,
无心车床无法完成棒材匀速走刀加工,导轮的材质、角度、压力调节直接决定无心车床加工精度与成品表面质量。
导轮机构主要包含导轮本体、调节支架、液压压紧组件、角度微调丝杆四部分。导轮外层包覆高摩擦聚氨酯橡胶层,内层为金属轮毂,依靠摩擦力带动工件自转,区别于普通车床卡盘夹持方式,这是无心车床连续通料加工的核心结构。支架底座配有多组调节丝杆,可上下微调高度、前后控制贴合间隙,适配不同直径棒料,保证工件切削时支撑稳定。
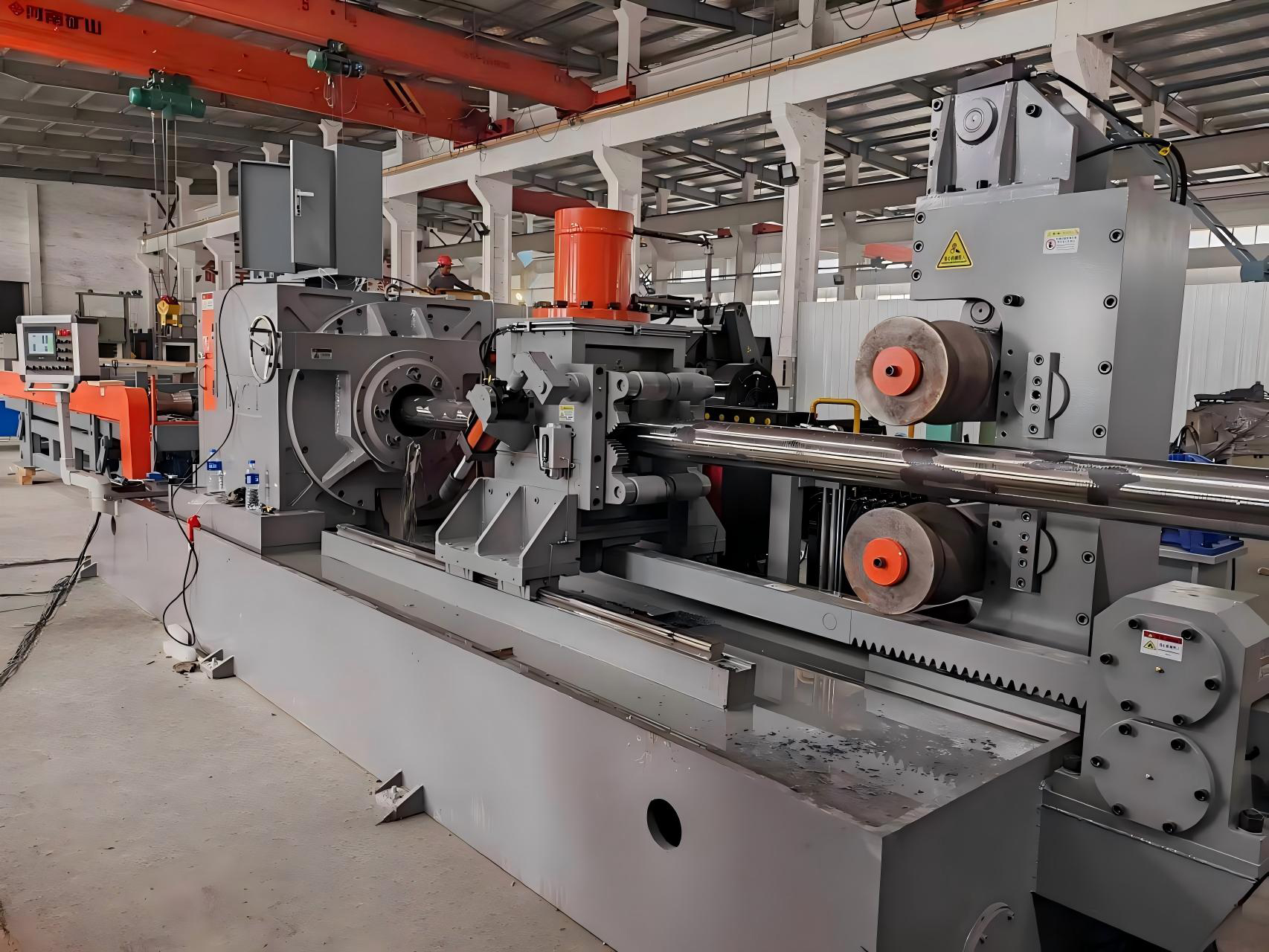
导轮倾斜角度是无心车床关键工艺参数,通过丝杆调整导轮倾角,能产生轴向推送力,让工件自动向前进给,无需额外推料装置。倾角过小送料缓慢易卡顿,倾角过大工件转速不稳,出现外圆尺寸偏差,操作人员需根据棒材粗细、切削速度准确校准导轮角度,保障无心车床走料匀速连贯。
压紧装置负责控制导轮与工件贴合压力,轻型无心车床采用弹簧压紧,重型机型配备液压加压结构。压力不足会出现工件打滑、表面拉丝划痕;压力过大易压扁薄壁管材,还会加速导轮橡胶层磨损,定期校正压紧力可延长导轮机构使用寿命,降低无心车床耗材更换成本。
导轮橡胶层损耗会直接破坏无心车床加工效果,长期切削金属产生的金属碎屑划伤胶面,摩擦力下降,工件出现失圆、抖动。日常维护需及时清理导轮表面铁屑,磨损严重时整体更换胶层,同步复测高度与倾角。整套导轮机构配合托板、刀盘形成稳定支撑体系,是保障无心车床大批量高精度车削的基础。
相关标签: